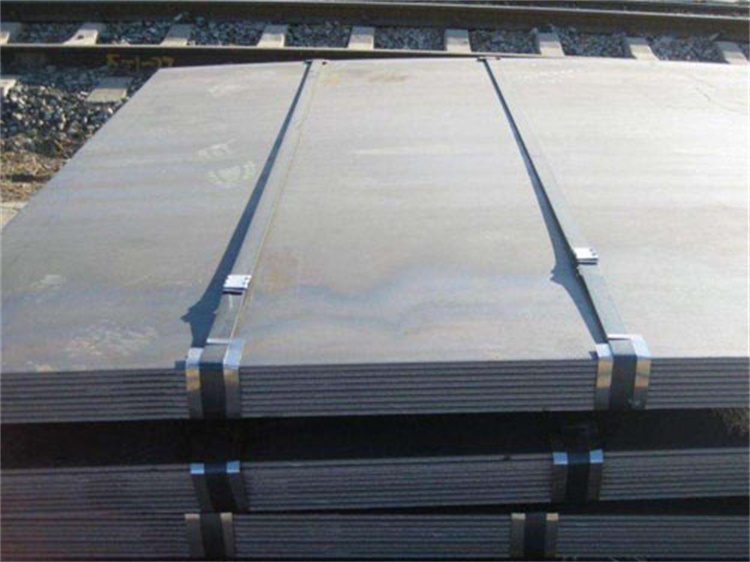
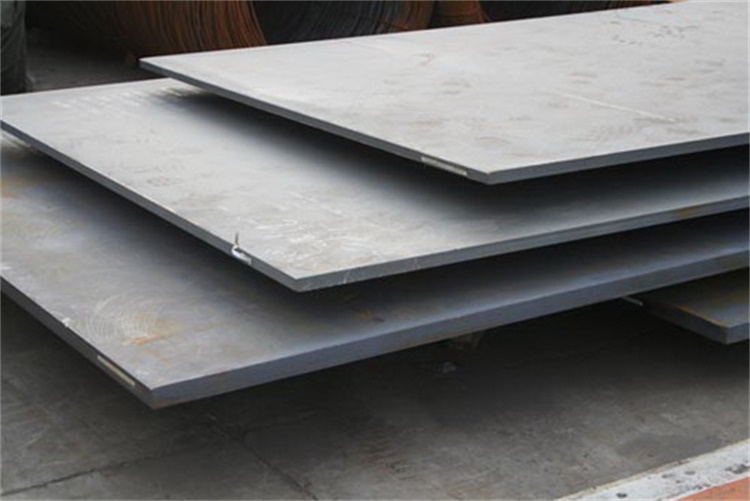
不銹鋼中厚板的不均衡性包含什么
全國(guó)咨詢(xún)熱線(xiàn)
15716169777
15716169777

電話(huà):0510-68896777
電話(huà):0510-66696888
手機(jī):15716169777
手機(jī):18036002589
郵箱:sales2@slssteel.com
地址:無(wú)錫市梁溪區(qū)廣益路287
不銹鋼中厚板的不均衡性重要包含螺旋壁不均衡性、直線(xiàn)壁不均衡性、頭尾厚薄過(guò)厚過(guò)薄。
1、造成螺旋不銹鋼中厚板薄厚不均勻的因素是切割機(jī)冷軋鋼中心線(xiàn)不周期性、兩輥傾斜不均勻或頭部正前壓下量過(guò)小,一般沿?zé)o縫管總長(zhǎng)呈螺旋狀劃分。關(guān)鍵防范措施是調(diào)節(jié)切割機(jī)的冷軋鋼中心線(xiàn),使兩輥的傾角同樣,并根據(jù)冷軋鋼報(bào)表中得到的基本參數(shù)調(diào)節(jié)管球磨機(jī)。
2、造成條形薄厚不均勻的因素是芯軸預(yù)穿時(shí)鞍座高度調(diào)節(jié)不合理。芯棒在預(yù)穿管螺紋時(shí),一側(cè)與毛管碰觸,造成表層不銹鋼中厚板溫度快速降低,造成薄厚不均勻乃至拉深曲面缺陷。不斷冷軋輥縫過(guò)小或過(guò)大。冷拔機(jī)中心線(xiàn)偏位。一條和雙根立管的不勻稱(chēng)壓下會(huì)導(dǎo)致不銹鋼中厚板在一條立管方向上的線(xiàn)對(duì)稱(chēng)性偏位。關(guān)鍵防范措施是調(diào)節(jié)芯棒預(yù)破孔鞍座高度,確保芯棒與毛管對(duì)中。變動(dòng)板孔和冷軋鋼型號(hào)規(guī)格時(shí),應(yīng)精確測(cè)量輥間空隙,使輥間實(shí)際空隙與冷軋鋼臺(tái)一樣。用光電子器件安心機(jī)械設(shè)備調(diào)節(jié)冷軋鋼中心線(xiàn)。冷拔機(jī)的中心線(xiàn)在年底維修時(shí)盡可能校正。
3、造成三通接頭和管尾壁厚不均勻的因素是精軋管網(wǎng)頁(yè)開(kāi)發(fā)傾斜,彎曲過(guò)大,精軋管管理處孔不對(duì),很容易造成不銹鋼中厚板的三通接頭薄厚不均勻。拉伸強(qiáng)度過(guò)大,冷軋鋼速度過(guò)快,冷軋鋼不穩(wěn)定。自動(dòng)沖孔機(jī)拋鋼不穩(wěn)定,很容易造成毛管尾部薄厚不均勻。選用的防范措施是查驗(yàn)精軋管品質(zhì),避免精軋管網(wǎng)頁(yè)開(kāi)發(fā)削坡和大量包邊條條,在拆裝板孔或維修時(shí)改正對(duì)中孔。選用較低的破孔速度,確保冷軋鋼的穩(wěn)定性和不銹鋼中厚板壁厚的均衡性。當(dāng)調(diào)節(jié)輥速時(shí),相對(duì)性地調(diào)節(jié)匹配的鉆孔鉆。
電話(huà):0510-68896777 66696888 手機(jī):15716169777 18036002589
郵箱:sales2@slssteel.com 地址:無(wú)錫市梁溪區(qū)廣益路287